
Все мы знаем, что алюминиевые сплавы сейчас используются во многих областях. Обработка прецизионных деталей из алюминиевого сплава подвержена деформации изделия. Существует множество причин деформации прецизионных деталей из алюминиевого сплава, которые связаны с материалом, условиями производства, формой детали и характеристиками смазочно-охлаждающей жидкости. Все это имеет значение. ЛУЧШИЕ запчасти Советы по технологии прецизионного оборудования.
Обработка деталей с ЧПУ
Почему прецизионные детали из алюминиевого сплава потеряли форму?
Деформация обработки прецизионных деталей из алюминиевого сплава в основном вызвана усилием резания заготовки, деформацией, вызванной теплом резки, деформацией, вызванной внутренним напряжением, деформацией, вызванной усилием зажима, и другими факторами. Мы не могли позволить деформированным изделиям завершить окончательную сборку. Таким образом, чтобы уменьшить искажения при обработке, производители прецизионных деталей из алюминиевого сплава могут принимать различные меры и улучшать процесс для достижения цели уменьшения искажений. Первый совет — уменьшить внутреннее напряжение бланка.
- Во-первых: уменьшите внутреннее напряжение бланка.
Уменьшите внутреннее напряжение заготовки. Использование естественного или искусственного старения и виброобработки позволяет частично устранить внутреннее напряжение заготовки; или улучшить режущую способность инструмента. Разумный выбор параметров геометрии инструмента и улучшение конструкции инструмента. Второй совет — усовершенствовать метод зажима заготовки.
- Во-вторых: улучшите метод зажима заготовки.
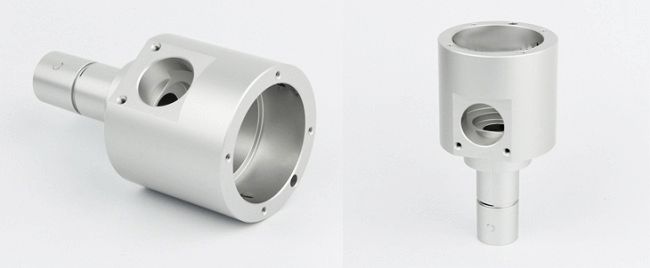
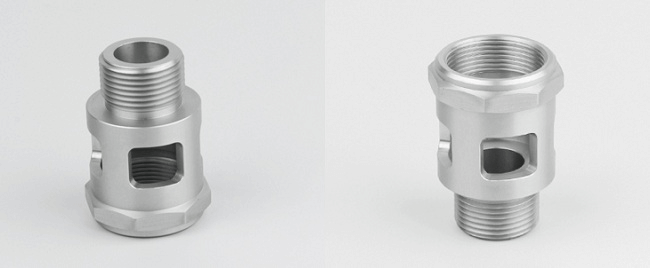
Для тонкостенных втулок из алюминиевого сплава, если для зажима в радиальном направлении используется трехкулачковый самоцентрирующийся патрон или пружинная цанга, заготовка неизбежно деформируется после ее ослабления после обработки. При этом следует использовать метод запрессовки осевого торца с хорошей жесткостью. Исходя из расположения внутреннего отверстия детали, изготавливают самодельную резьбовую оправку, а внутреннее отверстие детали гильзуют. Накладка используется для прижатия торцевой поверхности, а затем гайка используется для ее поддержки. При обработке внешнего круга можно избежать деформации зажима, чтобы получить удовлетворительную точность обработки.
При обработке тонкостенных и тонколистовых заготовок из алюминиевого сплава лучше всего выбрать вакуумный патрон для получения равномерно распределенного зажимного усилия, а затем обработать его с небольшим количеством резания, что может предотвратить хорошую деформацию заготовки.
- Третье: разумно организуйте процессы
При высокоскоростной резке из-за больших припусков на обработку и прерывистого резания в процессе фрезерования часто возникает вибрация, влияющая на точность обработки и шероховатость поверхности. Поэтому процесс высокоскоростной резки с числовым программным управлением в целом можно разделить на черновую-получистовую-зачистную-чистовую. Для деталей с высокими требованиями к точности иногда необходимо выполнять вторичную получистовую, а затем чистовую обработку. После черновой обработки детали можно охлаждать естественным образом, устраняя внутреннее напряжение, вызванное черновой обработкой, и уменьшая деформацию.
Обработка деталей с ЧПУ
Помимо причин, описанных выше, детали из материалов из алюминиевых сплавов деформируются в процессе обработки. В реальной эксплуатации метод работы также очень важен. Для деталей с большими припусками на механическую обработку, чтобы они имели лучшие условия отвода тепла при обработке и избегали концентрации тепла, при обработке следует применять симметричную обработку.
BEST Parts co., Ltd. является профессиональным производителем, специализирующимся на высокоточной внешней обработке с ЧПУ. Компания имеет более 100 станков с ЧПУ, инструментальных станков с ЧПУ, токарных и фрезерных обрабатывающих центров для композитных материалов и обрабатывающих центров с ЧПУ. Медицинские детали, аэрокосмические детали, детали для дронов и автомобильные детали реализуют точную обработку по индивидуальному заказу и массовое производство. Добро пожаловать, чтобы связаться с нами для получения дополнительной информации.