Конструктивные особенности гильзовых деталей заключаются в том, что толщина стенок отверстий тонкая, а тонкостенные детали часто зажимаются в процессе обработки. Деформация, вызванная влиянием силы резания и термической деформацией. В связи с этим BEST PARTS обобщил некоторые технологические меры по предотвращению деформации деталей:
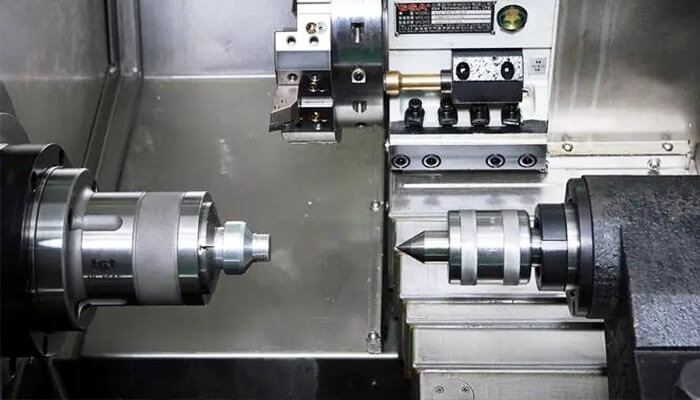
Как предотвратить деформацию прецизионных деталей втулки с ЧПУ
(1) Грубая и чистовая обработка выполняются отдельно, чтобы уменьшить влияние силы резания и теплоты резания, чтобы можно было исправить деформацию деталей втулки, возникающую в результате черновой обработки на токарном станке с ЧПУ, в процессе чистовой обработки.
(2) Уменьшение влияния силы зажима В процессе принимаются следующие меры для снижения влияния силы зажима:
1 Когда прецизионная обработка с ЧПУ использует радиальный зажим, усилие зажима не должно быть сосредоточено на определенном радиальном сечении заготовки, а должно быть распределено по большой площади, чтобы уменьшить зажим на единице площади заготовки. Плотная сила. Если заготовку можно установить в открытое кольцо подходящей толщины, ее зажимают вместе с кольцом. Также могут использоваться специальные губки, увеличивающие площадь контакта. При позиционировании отверстия следует использовать зажим с открытой оправкой.
2 Положение прижимной силы следует выбирать в детали с сильной жесткостью детали, чтобы улучшить деформацию тонкостенной детали под действием прижимной силы.
3 Измените направление силы зажима и замените радиальный зажим осевым зажимом.
4 Прецизионная обработка с ЧПУ позволяет создавать на заготовке жесткие технологические бобышки или технологические резьбы для уменьшения зажимной деформации. Он зажимается губками специальной конструкции во время обработки, а фланец отрезается в конце обработки.
(3) Уменьшить влияние силы резания на деформацию:
1 Увеличьте угол опережения инструмента и главный передний угол, чтобы сделать режущую кромку более острой во время обработки и уменьшить радиальную силу резания.
2 Разделите грубую и чистовую обработку, чтобы деформацию деталей втулки, вызванную черновой обработкой, можно было исправить в процессе чистовой обработки и сократить объем резания.
3 Внутренняя и внешняя круглые поверхности обрабатываются одновременно, чтобы компенсировать силу резания.
Организация термической обработки между черновой и чистовой обработкой может уменьшить влияние деформации термической обработки. После термической обработки детали втулки, как правило, вызывают большую деформацию, которую можно исправить во время чистовой обработки, но обратите внимание на соответствующее увеличение припуска на чистовую обработку. .