As características estruturais das peças da luva são que a espessura da parede dos furos é fina e as peças de paredes finas são frequentemente fixadas durante o processo de usinagem. Deformação causada pela influência da força de corte e deformação térmica. Nesse sentido, a BEST PARTS resumiu algumas medidas de processo para evitar a deformação das peças:
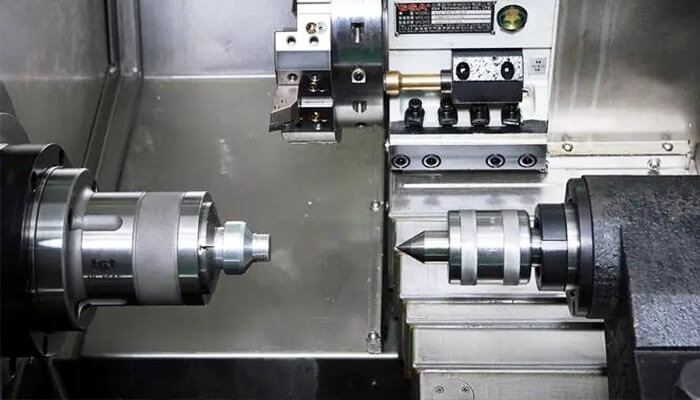
Como evitar a deformação de peças de luva de usinagem CNC de precisão
(1) A usinagem grossa e fina são realizadas separadamente para reduzir a influência da força de corte e do calor de corte, de modo que a deformação das peças da luva produzida pela usinagem de torno CNC possa ser corrigida no processo de acabamento.
(2) Reduzindo a influência da força de aperto As seguintes medidas são tomadas no processo para reduzir a influência da força de aperto:
1 Quando a usinagem CNC de precisão adota fixação radial, a força de fixação não deve ser concentrada em uma determinada seção radial da peça de trabalho, mas deve ser distribuída em uma grande área para reduzir a fixação na unidade de área da peça de trabalho. Força apertada. Se a peça de trabalho puder ser montada em um anel aberto de espessura adequada, ela será fixada junto com o anel. Mordentes especiais que aumentam a área de contato também podem ser usados. Ao posicionar o furo, deve ser usado um grampo de mandril aberto.
2 A posição da força de fixação deve ser selecionada na peça com forte rigidez da peça para melhorar a deformação da peça de parede fina sob a força de fixação.
3 Altere a direção da força de fixação e altere a fixação radial para a fixação axial.
4 A usinagem CNC de precisão produz ressaltos de processo rígidos ou roscas de processo na peça de trabalho para reduzir a deformação de fixação. É fixado com mandíbulas de estrutura especial durante a usinagem e o flange é cortado no final da usinagem.
(3) Reduzir a influência da força de corte na deformação:
1 Aumente o ângulo de ataque da ferramenta e o ângulo de saída principal para tornar a aresta de corte mais afiada durante a usinagem e reduzir a força de corte radial.
2 Separe a usinagem grossa e fina para que a deformação das peças da luva produzida pelo desbaste possa ser corrigida no processo de acabamento e leve uma quantidade menor de corte.
3 As superfícies redondas internas e externas são usinadas ao mesmo tempo para compensar a força de corte.
O arranjo do tratamento térmico entre desbaste e acabamento pode reduzir a influência da deformação do tratamento térmico. Após o tratamento térmico, as peças da luva geralmente produzem grandes deformações, que podem ser corrigidas durante o acabamento, mas preste atenção para aumentar adequadamente a margem de acabamento. .