
Sappiamo tutti che le leghe di alluminio sono ormai utilizzate in molti campi. La lavorazione di pezzi di precisione in lega di alluminio è soggetta alla deformazione del prodotto. Ci sono molte ragioni per la deformazione delle parti di precisione in lega di alluminio, che sono legate al materiale, alle condizioni di produzione, alla forma della parte e alle prestazioni del fluido da taglio. Tutto conta. MIGLIORI parti Suggerimenti per la tecnologia hardware di precisione.
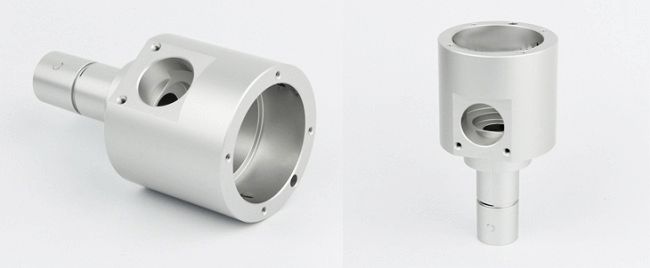
Parti di lavorazione CNC
Perché parti di precisione in lega di alluminio fuori forma?
La deformazione di lavorazione delle parti di precisione in lega di alluminio è causata principalmente dalla forza di taglio del pezzo grezzo, dalla deformazione causata dal taglio del calore, dalla deformazione causata da sollecitazioni interne, dalla deformazione causata dalla forza di serraggio e da altri fattori. Non potremmo consentire ai prodotti deformati di completare l'assemblaggio finale. Pertanto, al fine di ridurre la distorsione della lavorazione, i produttori di lavorazione di parti di precisione in lega di alluminio possono adottare varie misure e migliorare il processo per raggiungere lo scopo di ridurre la distorsione. Il primo suggerimento è quello di ridurre lo stress interno del fusto.
- In primo luogo: ridurre lo stress interno del fusto.
Ridurre lo stress interno del grezzo. L'utilizzo di trattamenti di invecchiamento e vibrazioni naturali o artificiali può eliminare parzialmente lo stress interno del pezzo grezzo; o migliorare la capacità di taglio dell'utensile. Selezione ragionevole dei parametri della geometria dell'utensile e miglioramento della struttura dell'utensile. Il secondo suggerimento è quello di migliorare il metodo di bloccaggio del pezzo.
- In secondo luogo: migliorare il metodo di bloccaggio del pezzo.
Per le parti di boccole a parete sottile in lega di alluminio, se si utilizza un mandrino autocentrante a tre ganasce o una pinza a molla per bloccare in direzione radiale, il pezzo si deformerà inevitabilmente una volta allentato dopo la lavorazione. A questo punto, dovrebbe essere utilizzato il metodo di pressatura della faccia terminale assiale con una buona rigidità. In base al posizionamento del foro interno della parte, viene realizzato un mandrino filettato autocostruito e il foro interno della parte viene rivestito. Una piastra di copertura viene utilizzata per pressare la superficie terminale e quindi un dado viene utilizzato per sostenerla. Durante la lavorazione del cerchio esterno, è possibile evitare la deformazione di bloccaggio, in modo da ottenere una precisione di lavorazione soddisfacente.
Quando si lavorano pezzi in lega di alluminio con pareti sottili e lamiere sottili, è meglio scegliere un mandrino a vuoto per ottenere una forza di serraggio uniformemente distribuita, quindi lavorarlo con una piccola quantità di taglio, che può impedire al pezzo di deformarsi bene.
- Terzo: Organizzare ragionevolmente i processi
Durante il taglio ad alta velocità, a causa dei grandi sovrametalli di lavorazione e del taglio intermittente, si generano spesso vibrazioni durante il processo di fresatura, che influiscono sulla precisione della lavorazione e sulla rugosità della superficie. Pertanto, il processo di taglio ad alta velocità a controllo numerico può essere generalmente suddiviso in sgrossatura-semifinitura-sgrossatura-finitura. Per le parti con requisiti di elevata precisione, a volte è necessario eseguire la semifinitura secondaria e quindi la finitura. Dopo la sgrossatura, i pezzi possono essere raffreddati naturalmente, eliminando le sollecitazioni interne causate dalla sgrossatura e riducendo la deformazione.
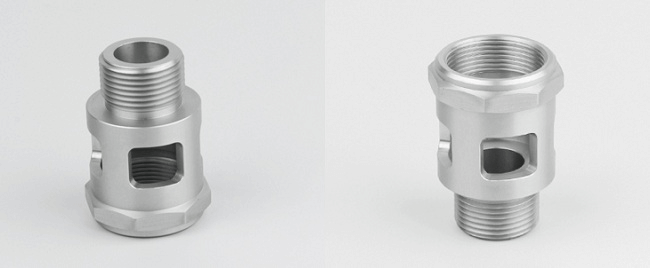
Parti di lavorazione CNC
Oltre ai motivi sopra descritti, parti di materiali in lega di alluminio si deformano durante la lavorazione. Nel funzionamento effettivo, anche il metodo operativo è molto importante. Per le parti con grandi tolleranze di lavorazione, al fine di garantire migliori condizioni di dissipazione del calore durante la lavorazione ed evitare la concentrazione del calore, è necessario utilizzare la lavorazione simmetrica durante la lavorazione.
BEST Parts co., Ltd. è un produttore professionale dedicato all'elaborazione esterna CNC ad alta precisione. L'azienda dispone di oltre 100 macchine CNC, macchine utensili CNC, centri di lavoro compositi di tornitura e fresatura e centri di lavoro CNC. Parti mediche, parti aerospaziali, parti di droni e parti automobilistiche realizzano lavorazioni personalizzate precise e produzione di massa. Benvenuti a contattarci per ulteriori informazioni.