
Nous savons tous que les alliages d'aluminium sont désormais utilisés dans de nombreux domaines. Le traitement des pièces de précision en alliage d'aluminium est sujet à la déformation du produit. Il existe de nombreuses raisons à la déformation des pièces de précision en alliage d'aluminium, qui sont liées au matériau, aux conditions de production, à la forme de la pièce et aux performances du fluide de coupe. Tout compte. MEILLEURES Pièces Conseils sur la technologie du matériel de précision.
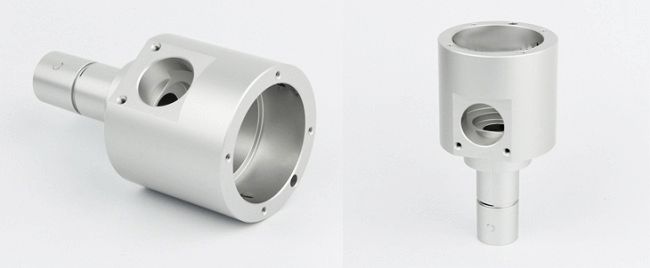
Pièces d'usinage CNC
Pourquoi des pièces de précision en alliage d'aluminium déformées ?
La déformation d'usinage des pièces de précision en alliage d'aluminium est principalement causée par la force de coupe à blanc, la déformation causée par la chaleur de coupe, la déformation causée par les contraintes internes, la déformation causée par la force de serrage et d'autres facteurs. Nous ne pouvions pas permettre aux produits déformés de terminer l'assemblage final. Par conséquent, afin de réduire la distorsion d'usinage, les fabricants de traitement de pièces de précision en alliage d'aluminium peuvent adopter diverses mesures et améliorer le processus pour atteindre l'objectif de réduction de la distorsion. La première astuce consiste à réduire les contraintes internes du flan.
- Premièrement : Réduire les contraintes internes du flan.
Réduire la contrainte interne de l'ébauche. L'utilisation d'un vieillissement naturel ou artificiel et d'un traitement vibratoire permet d'éliminer partiellement les contraintes internes de l'ébauche ; ou améliorer la capacité de coupe de l'outil. Sélection raisonnable des paramètres de géométrie de l'outil et amélioration de la structure de l'outil. La deuxième astuce consiste à améliorer la méthode de serrage de la pièce.
- Deuxièmement : Améliorer la méthode de serrage de la pièce.
Pour les pièces de douille à paroi mince en alliage d'aluminium, si un mandrin à centrage automatique à trois mâchoires ou une pince à ressort est utilisé pour serrer dans la direction radiale, la pièce se déformera inévitablement une fois qu'elle sera desserrée après le traitement. À ce stade, la méthode consistant à presser la face d'extrémité axiale avec une bonne rigidité doit être utilisée. Sur la base du positionnement du trou intérieur de la pièce, un mandrin fileté fait maison est fabriqué et le trou intérieur de la pièce est manchonné. Une plaque de couverture est utilisée pour presser la surface d'extrémité, puis un écrou est utilisé pour la soutenir. Lors de l'usinage du cercle extérieur, la déformation de serrage peut être évitée, de manière à obtenir une précision d'usinage satisfaisante.
Lors du traitement de pièces à parois minces et à plaques minces en alliage d'aluminium, il est préférable de choisir un mandrin à vide pour obtenir une force de serrage uniformément répartie, puis de le traiter avec une petite quantité de coupe, ce qui peut empêcher la pièce de se déformer correctement.
- Troisièmement : organiser raisonnablement les processus
Lors de la coupe à grande vitesse, en raison des grandes tolérances d'usinage et de la coupe intermittente, des vibrations sont souvent générées pendant le processus de fraisage, affectant la précision d'usinage et la rugosité de surface. Par conséquent, le processus de coupe à grande vitesse à commande numérique peut généralement être divisé en ébauche-semi-finition-ébavurage-finition. Pour les pièces nécessitant une grande précision, il est parfois nécessaire d'effectuer une semi-finition secondaire puis une finition. Après l'ébauche, les pièces peuvent être naturellement refroidies, éliminant ainsi les contraintes internes causées par l'ébauche et réduisant la déformation.
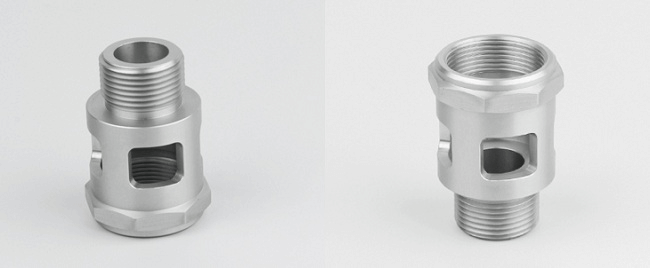
Pièces d'usinage CNC
En plus des raisons décrites ci-dessus, les pièces en alliage d'aluminium sont déformées pendant le traitement. En fonctionnement réel, la méthode de fonctionnement est également très importante. Pour les pièces avec de grandes tolérances d'usinage, afin de leur faire avoir de meilleures conditions de dissipation thermique pendant le traitement et d'éviter la concentration de chaleur, un traitement symétrique doit être utilisé pendant le traitement.
BEST Parts co., Ltd. est un fabricant professionnel dédié au traitement externe CNC de haute précision. La société dispose de plus de 100 machines centrales CNC, machines-outils CNC, centres d'usinage composites de tournage et de fraisage et centres d'usinage CNC. Les pièces médicales, les pièces aérospatiales, les pièces de drones et les pièces automobiles réalisent un traitement personnalisé précis et une production de masse. Bienvenue à nous contacter pour plus d'informations.